壓鑄機異常的檢測和控制
日期:2017-12-08 / 人氣:
無錫德昶精密鑄造今天給大家分享壓鑄機異常的檢測和控制。
對壓鑄機異常的檢測和控制需要針對每一種具體的異常,分析其發生異常的原因和現象,然后在PLC的程序中編寫適當程序進行檢測和控制,使機器能夠及時發出警報,根據嚴重程度自動實現停止當前動作或停泵等措施來保護機器和人身安全。工人可根據觸摸屏提示,直觀的找到異常原因,維護完成后確認異常,并在手動模式下控制機器回歸原位,直到原位燈亮。這里特別需要提出的是,異常出現后機器不能動作或者停泵,直到異常解決,確認異常后才能再次開始動作或啟泵。
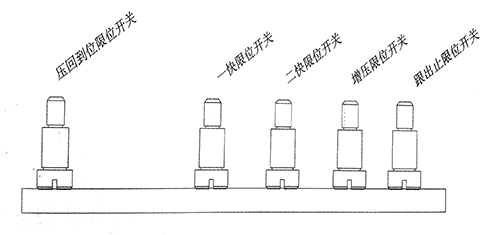
壓鑄機的運動控制需要很多限位開關用以行程和位置檢查,但限位開關使用一段時間后,運動部件的運動特性、壓合開關的機械可靠性和限位開關本身的品質與特性都可能引起限位開關異常,比如中子插入到位和抽出到位限位開關同時發訊,或者不發訊;調模大和調模小限位開關同時發訊,或者不發訊等問題。此時,壓鑄機控制系統需及時檢測到異常,發出警報和提示信息,并停止動作便于工人進行維修。下面以壓射控制接近開關為例,對限位開關異常的檢測和控制分別進行介紹。如圖1所示,壓射控制限位開關示意圖。
異常處理方法:異常接觸后,壓鑄機務必切換為手動模式,查看人機界面的報警信息,提示可能含“壓回到位接近開關故障”,“一快接近開關故障”,“二快接近開關故障”,“增壓接近開關故障”的一種或者幾種。檢查對應的限位開關,使故障的限位開關重新得電,把報警復位并在手動模式下把壓鑄機控制回原位。
對壓鑄機異常的檢測和控制需要針對每一種具體的異常,分析其發生異常的原因和現象,然后在PLC的程序中編寫適當程序進行檢測和控制,使機器能夠及時發出警報,根據嚴重程度自動實現停止當前動作或停泵等措施來保護機器和人身安全。工人可根據觸摸屏提示,直觀的找到異常原因,維護完成后確認異常,并在手動模式下控制機器回歸原位,直到原位燈亮。這里特別需要提出的是,異常出現后機器不能動作或者停泵,直到異常解決,確認異常后才能再次開始動作或啟泵。
壓鑄機的運動控制需要很多限位開關用以行程和位置檢查,但限位開關使用一段時間后,運動部件的運動特性、壓合開關的機械可靠性和限位開關本身的品質與特性都可能引起限位開關異常,比如中子插入到位和抽出到位限位開關同時發訊,或者不發訊;調模大和調模小限位開關同時發訊,或者不發訊等問題。此時,壓鑄機控制系統需及時檢測到異常,發出警報和提示信息,并停止動作便于工人進行維修。下面以壓射控制接近開關為例,對限位開關異常的檢測和控制分別進行介紹。如圖1所示,壓射控制限位開關示意圖。
圖1 壓射控制限位開關分布圖
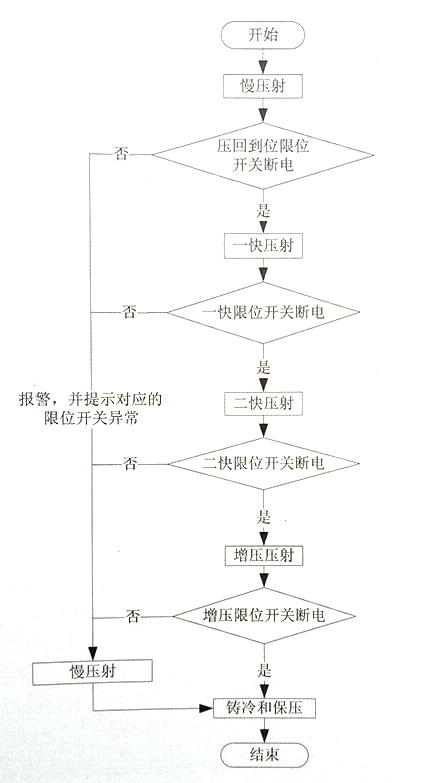
用限位開關控制壓鑄機的壓射動作一般包含慢壓射、一快壓射、二快壓射、增壓等。在自動模式下,出現限位開關異常時,壓射過程只允許執行慢壓射動作,其他壓射動作無法啟動,系統的壓力流量使用慢壓射的壓力和流量。壓射限位開關異常的檢測有:手動模式下,沒有壓射或壓回動作下,壓射(壓回到位,一快位,二快位,增壓位等)限位開關未發訊,或者正大壓射或壓回時限位開關異常,則異常成立。自動模式下,不是壓射或壓回時,限位開關異常,或者壓射超時間或壓回動作下,壓射(壓回到位,一快位,二快位,增壓位,跟出位)限位開關未發訊,異常成立。圖2展示了以上壓射位開關異常的一種情況,即壓射過程中限位開關故障的檢測和壓鑄機動作的控制流程。異常處理方法:異常接觸后,壓鑄機務必切換為手動模式,查看人機界面的報警信息,提示可能含“壓回到位接近開關故障”,“一快接近開關故障”,“二快接近開關故障”,“增壓接近開關故障”的一種或者幾種。檢查對應的限位開關,使故障的限位開關重新得電,把報警復位并在手動模式下把壓鑄機控制回原位。
圖2 壓射過程中限位開關異常的檢測和控制
編輯:admin
上一篇:氣體機缸蓋內腔燒結缺陷分析 下一篇:德昶分享關于精密鑄造的知識
