氣體機缸蓋內腔燒結缺陷分析
日期:2017-12-06 / 人氣:
氣體機兩氣門缸蓋是在原柴油機兩氣門缸蓋基礎上,通過改進串水結構及噴油器結構基礎上開發新產品,屬WP10系列單體、天燃氣發動機專用缸蓋,材質為鑄鐵HT250,鑄鐵輪廓尺寸為225mmx149mmx125mm,毛坯質量20.75kg。
缸蓋精密鑄造生產采用中頻電爐熔煉工藝,澆注溫度1400℃~1430℃,HWS自動澆注進行澆注,芯組由7種砂芯組成,其中更改結構的噴油嘴芯與上水夾層芯采用耐高溫覆膜砂熱芯盒制芯工藝,造型為潮膜砂造型工藝,每箱8件,澆注系統為階梯型,為底注與中注結合的形式,有利于提升鐵液充型的平穩性,避免鑄件易產生氣孔、局部燒結等精密鑄造缺陷。
存在的問題及分析
因氣體缸蓋承受熱負荷高,為防止采用銅套工藝造成噴油器位置漏水率高的質量問題,缸蓋設計時,相比原柴油機兩氣門缸蓋,噴油器位置采用鑄出工藝,如圖1所示 ,同時冷卻水的流向進行重新優化,改動上水夾層芯的局部結構,缸蓋在大批量生產時,改動位置出現大量的燒結缺陷,存在細清困難、無法細清,因內腔質量不合格的廢品率高達0.42%。
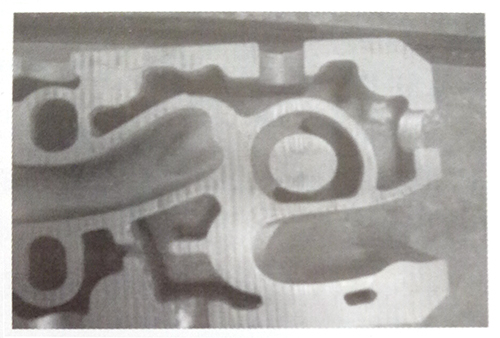
如圖2所示,相比原柴油機二氣門缸蓋,噴油器襯套國鑄出結構,鑄出噴油器襯套直徑為30mm(注此位置經過冷卻加工后形成噴油器襯套,精密鑄造為全實心結構),四周冷卻水通道薄處僅7mm,屬于薄壁位置,高溫鐵液燒注后,因砂芯尺寸薄弱且砂芯內、外側均被高溫鐵液包裹,在高溫鐵液的熱作用下,砂芯表面因石英砂的相變發生開裂形成裂紋,金屬液滲入形成脈動,又因該處的高溫熱節使有足夠的熱量保證了砂芯與鐵液界面的溫度高于鐵的固相線溫度,這樣滲透一經開始就會繼續下去,唯有滲透鐵液的前沿凝固時,滲透才停止,這樣金屬液就通過砂芯裂紋或孔隙滲透到了芯子的整個截面上從而形成上述的所謂砂芯燒結。此類缺陷不易清理掉,因而鐵件報廢。
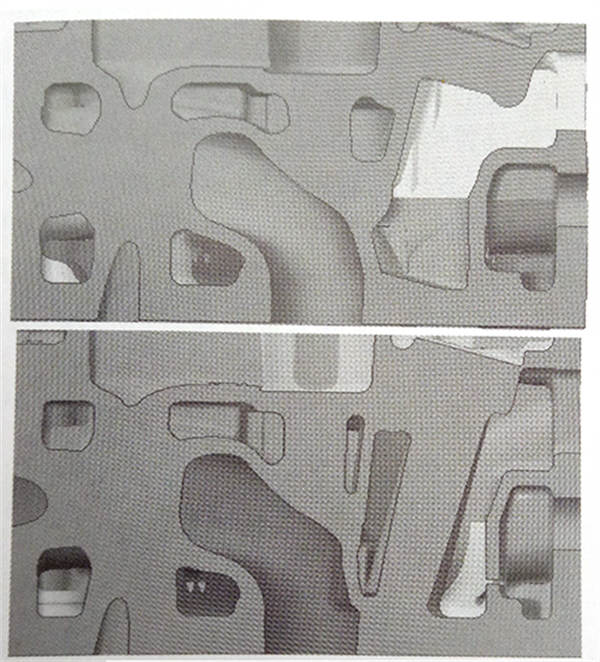
氣體機缸蓋上水夾層芯排氣道端鼻梁位置,砂芯厚度僅為4.5mm,如圖3所示,是上水夾層芯薄弱的位置,且砂芯上方高溫鐵液高度為30mm,如圖4所示,明顯比底端厚,鐵液冷卻速度慢,砂芯在高溫鐵液的長時間作用下,易發生燒結,嚴重時導致該處位置燒結堵孔,使串水通道堵塞,影響缸蓋串水冷卻,造成發動機故障,另外圖5、6所示的位置,存在脈紋缺陷,因鑄件結構的限制,相應位置的燒結及肪紋缺陷無法進行清理,只能人工采用內窺鏡設備進行檢查,造成大量的人力、物力的浪費。
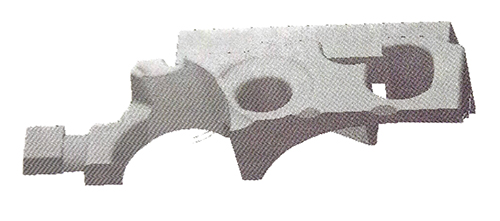
圖3 上水夾層芯薄弱位置
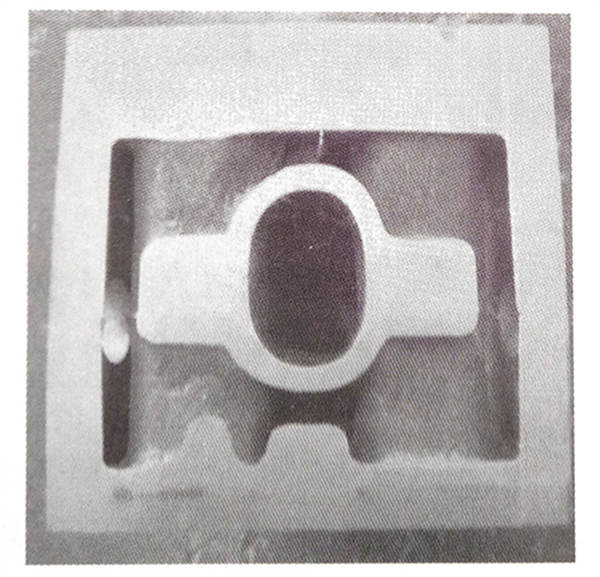
圖4 薄弱位置結構
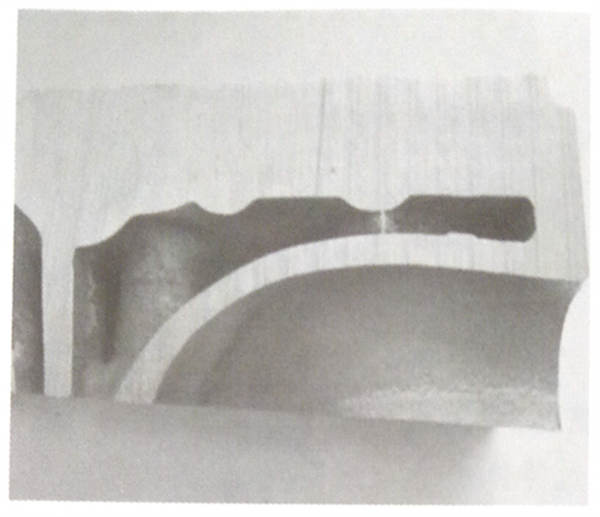
圖5 砂芯燒結堵塞
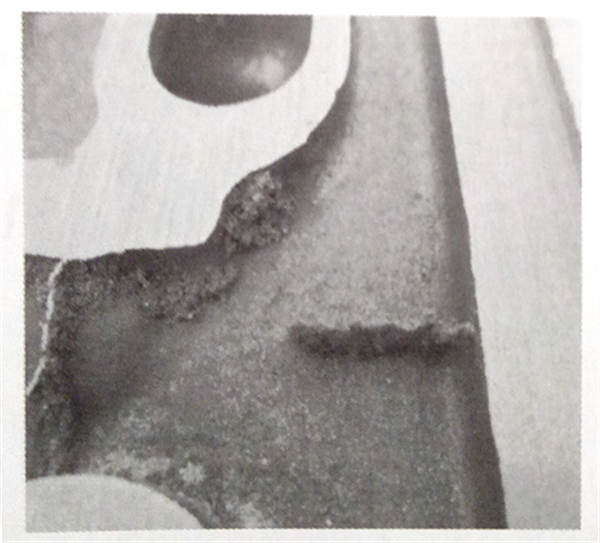
圖6 砂芯脈紋缺陷
缸蓋精密鑄造生產采用中頻電爐熔煉工藝,澆注溫度1400℃~1430℃,HWS自動澆注進行澆注,芯組由7種砂芯組成,其中更改結構的噴油嘴芯與上水夾層芯采用耐高溫覆膜砂熱芯盒制芯工藝,造型為潮膜砂造型工藝,每箱8件,澆注系統為階梯型,為底注與中注結合的形式,有利于提升鐵液充型的平穩性,避免鑄件易產生氣孔、局部燒結等精密鑄造缺陷。
存在的問題及分析
因氣體缸蓋承受熱負荷高,為防止采用銅套工藝造成噴油器位置漏水率高的質量問題,缸蓋設計時,相比原柴油機兩氣門缸蓋,噴油器位置采用鑄出工藝,如圖1所示 ,同時冷卻水的流向進行重新優化,改動上水夾層芯的局部結構,缸蓋在大批量生產時,改動位置出現大量的燒結缺陷,存在細清困難、無法細清,因內腔質量不合格的廢品率高達0.42%。
圖1 噴油器位置采用鑄出工藝
噴油器燒結缺陷如圖2所示,相比原柴油機二氣門缸蓋,噴油器襯套國鑄出結構,鑄出噴油器襯套直徑為30mm(注此位置經過冷卻加工后形成噴油器襯套,精密鑄造為全實心結構),四周冷卻水通道薄處僅7mm,屬于薄壁位置,高溫鐵液燒注后,因砂芯尺寸薄弱且砂芯內、外側均被高溫鐵液包裹,在高溫鐵液的熱作用下,砂芯表面因石英砂的相變發生開裂形成裂紋,金屬液滲入形成脈動,又因該處的高溫熱節使有足夠的熱量保證了砂芯與鐵液界面的溫度高于鐵的固相線溫度,這樣滲透一經開始就會繼續下去,唯有滲透鐵液的前沿凝固時,滲透才停止,這樣金屬液就通過砂芯裂紋或孔隙滲透到了芯子的整個截面上從而形成上述的所謂砂芯燒結。此類缺陷不易清理掉,因而鐵件報廢。
圖2 噴油器燒結缺陷
上水夾層芯燒結缺陷氣體機缸蓋上水夾層芯排氣道端鼻梁位置,砂芯厚度僅為4.5mm,如圖3所示,是上水夾層芯薄弱的位置,且砂芯上方高溫鐵液高度為30mm,如圖4所示,明顯比底端厚,鐵液冷卻速度慢,砂芯在高溫鐵液的長時間作用下,易發生燒結,嚴重時導致該處位置燒結堵孔,使串水通道堵塞,影響缸蓋串水冷卻,造成發動機故障,另外圖5、6所示的位置,存在脈紋缺陷,因鑄件結構的限制,相應位置的燒結及肪紋缺陷無法進行清理,只能人工采用內窺鏡設備進行檢查,造成大量的人力、物力的浪費。
圖3 上水夾層芯薄弱位置
圖4 薄弱位置結構
圖5 砂芯燒結堵塞
圖6 砂芯脈紋缺陷
編輯:admin
上一篇:溫法再生砂鑄造工藝流程 下一篇:壓鑄機異常的檢測和控制
